
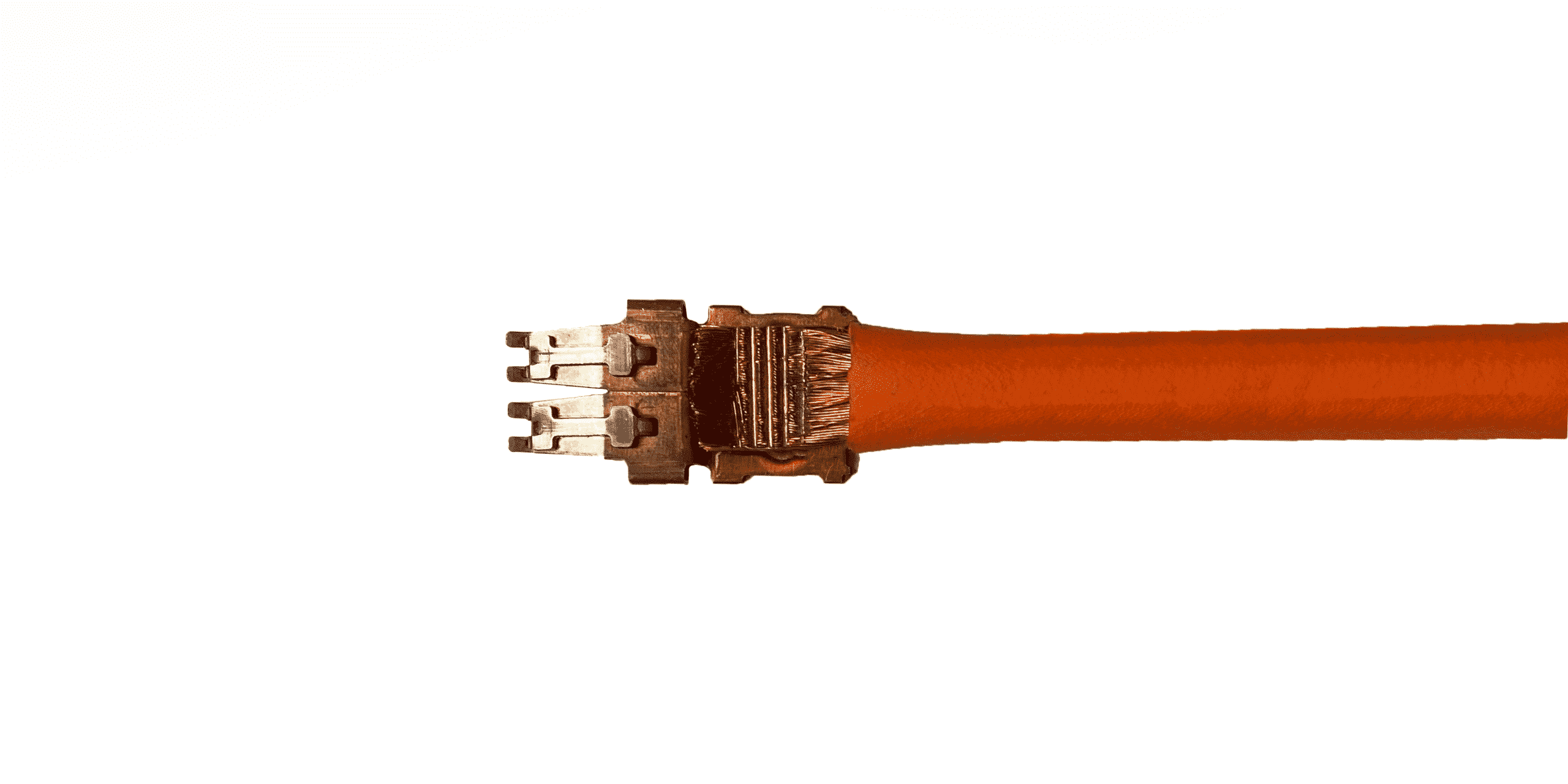
As the electric vehicle (EV) industry grows and diversifies, the larger batteries are required to provide longer driving range. To decrease battery charging time, the industry is increasing the voltage levels of their systems, which overcomes the losses associated with higher current levels. Voltage levels of up to 1000V are needed to provide adequate power to run the vehicle. The joining process is called high voltage cable welding.
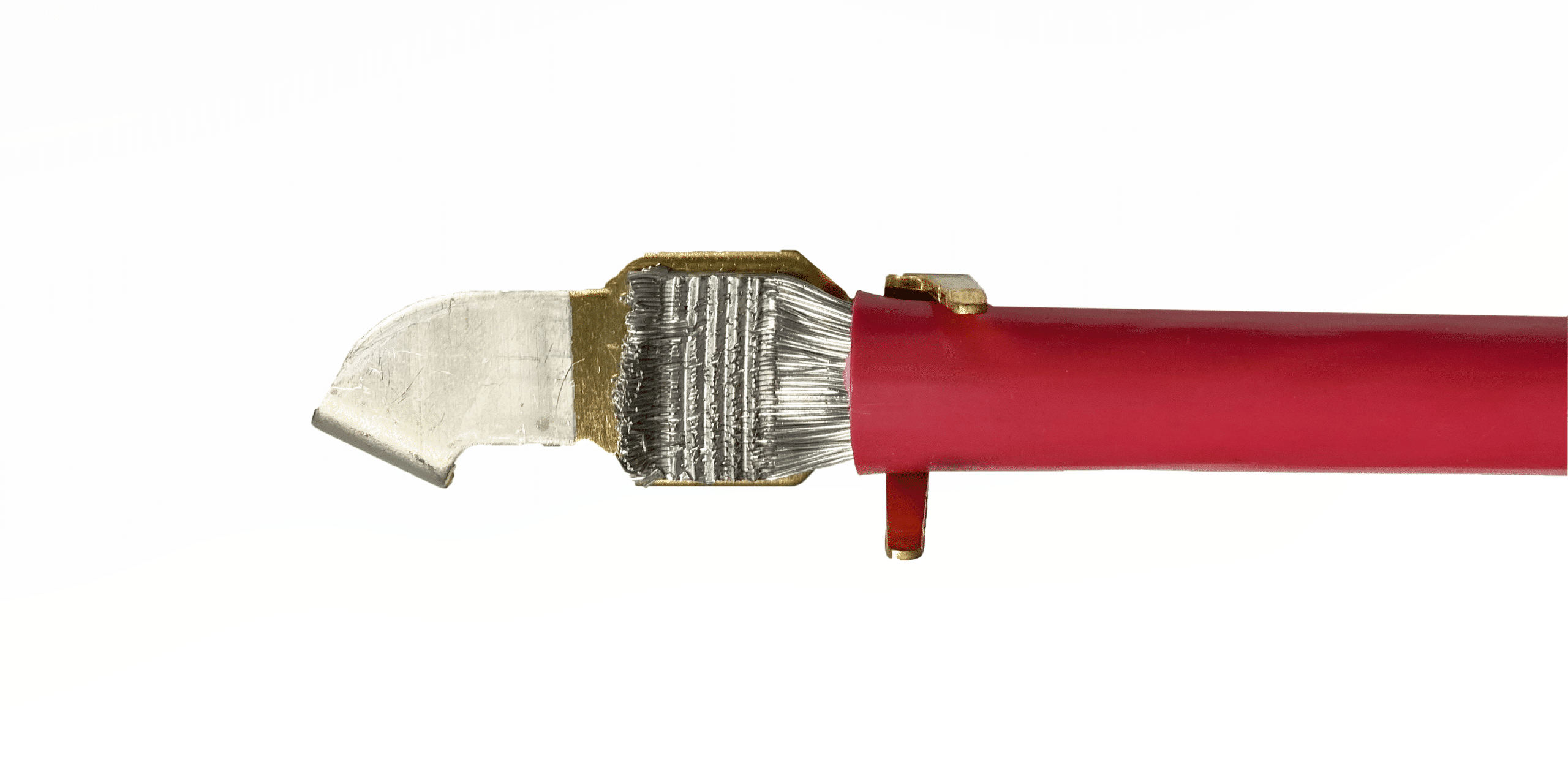
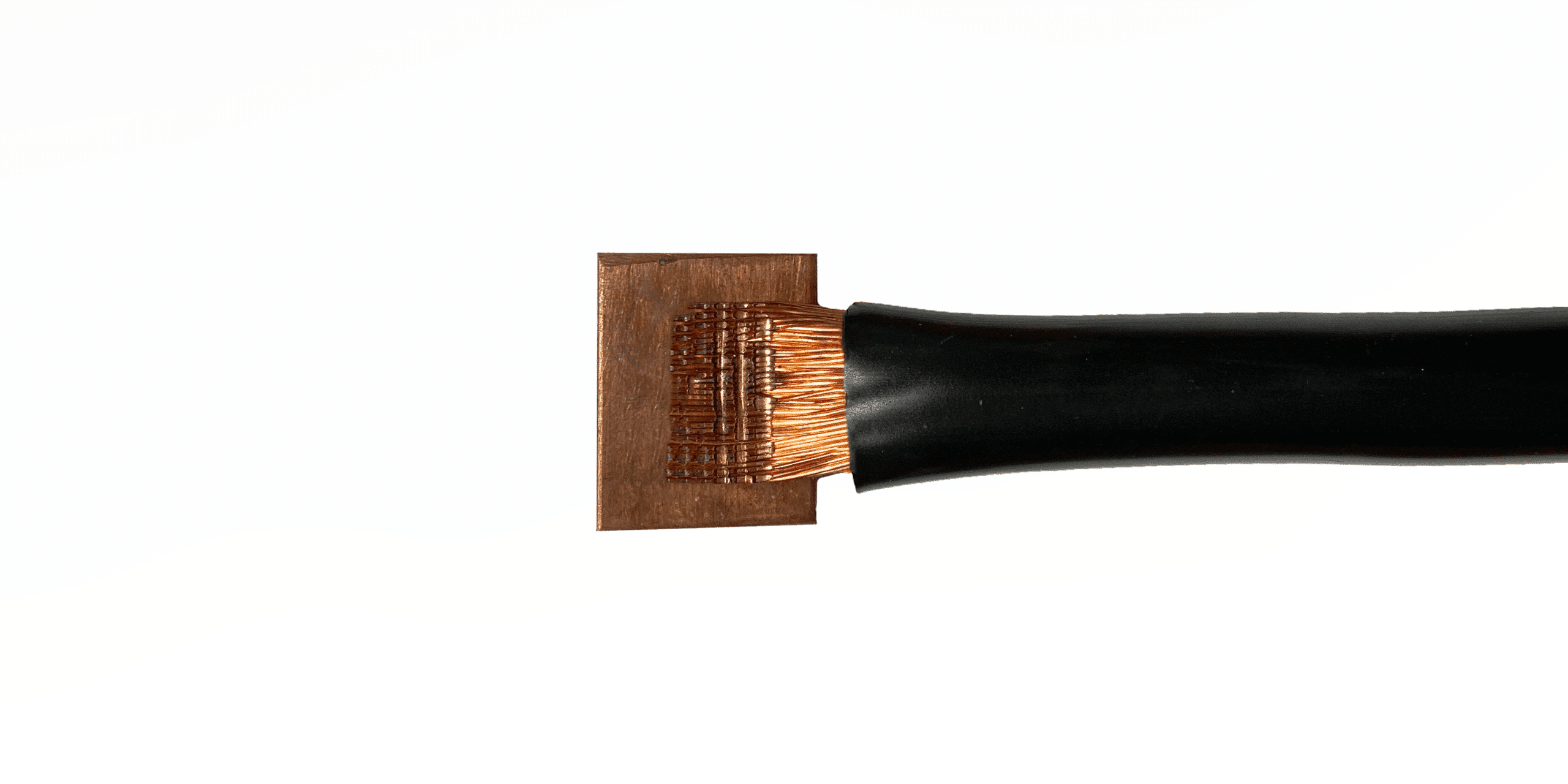
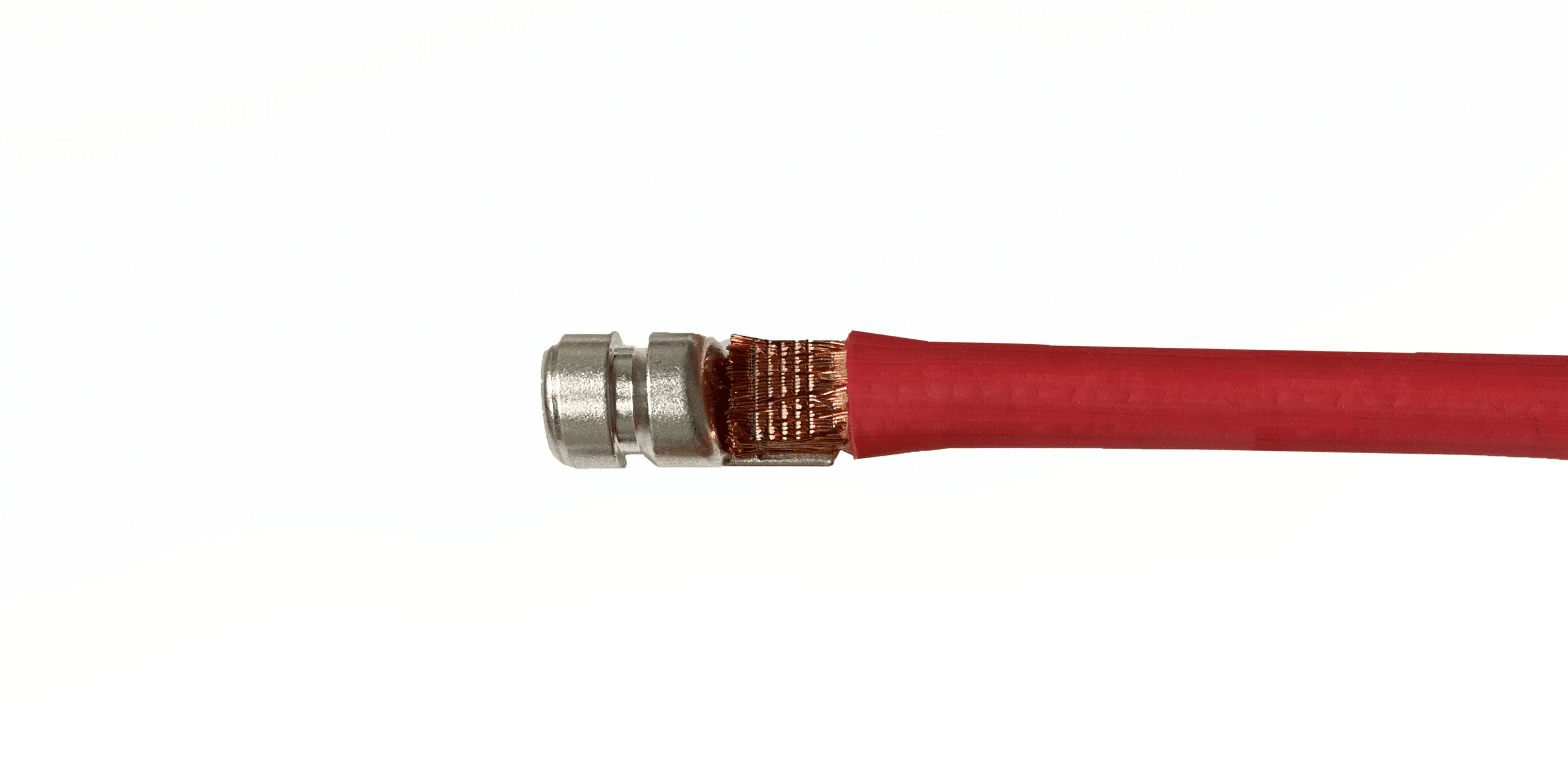
To minimize power loss, high voltage cables need to be welded to each other. Due to the high currents that need to pass through these connections, ultrasonic cable welding becomes the ideal bonding process due to the solid state welding which results in no resistance. The true solid-state metallurgical bond created by ultrasonic welding will reduce the resistance in the connection and, consequently, the power loss and generate no temperature in the welding joint. To address high voltage cable termination, the use of ultrasonic multi-step welding such as that leveraged by closed loop control (CLC) technology can be the solution.
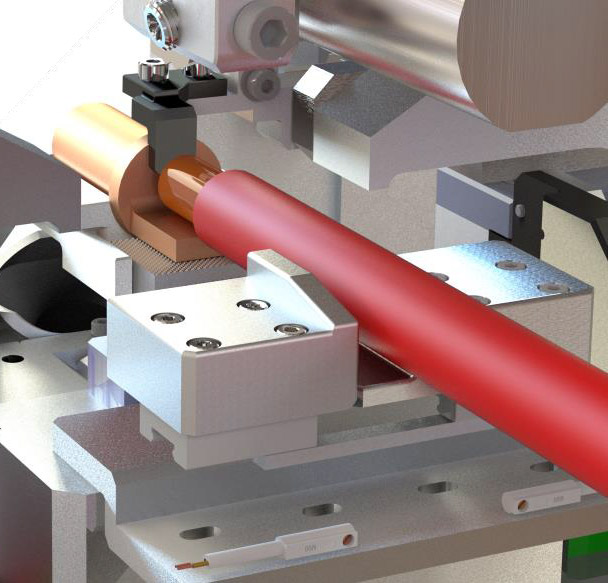
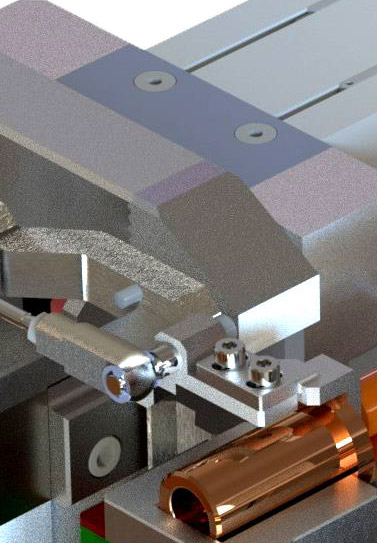
TECH-SONIC’s patented servo control HV cable welding machine for large cables has a unique process (Multi-step process) which allows the user to apply the proper amount of force and energy to the weld at the appropriate time. By being able to control specific welding parameters such as time, energy, force, and amplitude, it enables the users to create precise, consistent, and repeatable welds.
| Cookie | Duration | Description |
|---|---|---|
| cookielawinfo-checkbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". |
| cookielawinfo-checkbox-functional | 11 months | The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional". |
| cookielawinfo-checkbox-necessary | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary". |
| cookielawinfo-checkbox-others | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other. |
| cookielawinfo-checkbox-performance | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance". |
| viewed_cookie_policy | 11 months | The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data. |



